
tjnkleon@126.com 022-27497979 |
搜索
|

XYM系列精密模具
XYM系列精密模具



XYM系列精密模具简介
XYM小型系列精密模具
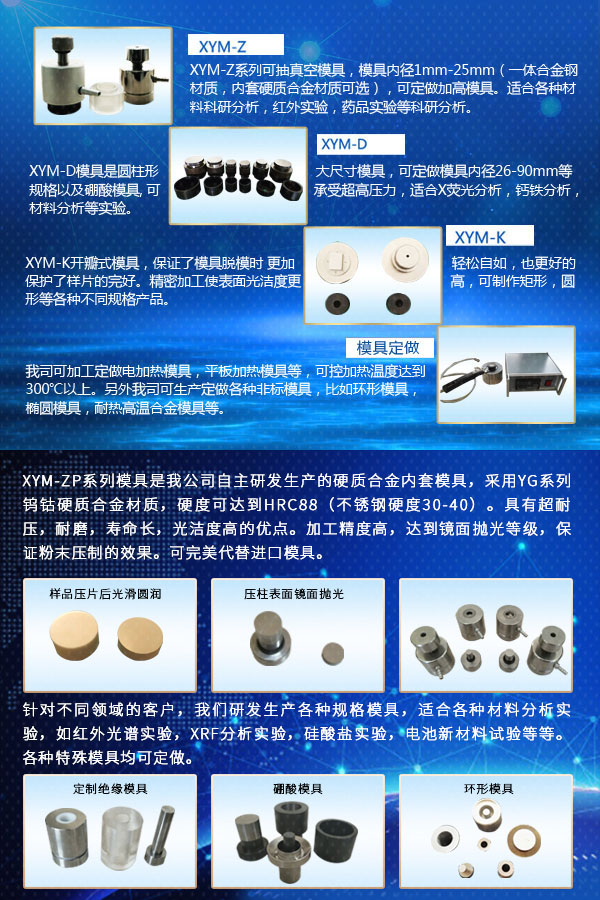
XYM系列精密模具是和YP系列台式粉末压片机配套使用的,也可通用其他规格压片机。主要用于各领域里新型材料的测试,分析和研究。该产品压出的压片达到国外进口同类模具压片的水平。
XYM小型系列精密模具是专门为实验室,化验室设计的一种配套产品。该产品按用途采用不同的合金工具钢制作,具有硬度高、光洁度高、加工精度高、寿命长、易脱模等特点,压出来样片相比普通模具更均匀完整,表面抛光级别光洁度高。有圆柱形、矩形、环形、球形,药丸型等多种规格尺寸,以及开瓣易退组合型、电池拆口封口模具、电加热圆柱形、电加热平板型、绝缘模具等模具规格。
常用型号 | 种类 | 规格 | 备注 |
XYM-ZP
| 圆柱型可抽真空模具ZP为硬质合金材质系列(YG硬质合金硬度HRC88以上,镜面抛光,防锈防氧化物性)
| Φ2、Φ3、Φ4、Φ5、Φ6、Φ7 (适合压成3mm以内厚度) Φ8、Φ10、Φ12、Φ13、Φ15 (适合压成5mm以内厚度) Φ20、Φ25 (适合压成10mm以内厚度)
| 内径尺寸,腔体深度也可定做。 另有XYM-Z系列(Cr12MoV材质)适合做加高模具。 |
XYM-D
| 圆柱型上下压柱结构 (Cr12MoV模具钢,HRC60+) | Φ30、Φ32、Φ35、Φ40、Φ50、Φ60、Φ80 (以上Φ30,Φ40等可配硼酸模具配件,组成XYM-P硼酸专用模具适合X荧光光谱仪配套) | 内径尺寸,腔体深度也可定做 |
XYM-K
| 易脱组合开瓣模具 (Cr12MoV模具钢,HRC60+) 开瓣模具退模时样片不受摩擦力使得退模更快速便捷成片效果好,适合压成厚度比较厚以及矩形样片 | 圆形、矩形、球形等
开瓣模具可选配不同规格限位环压成固定厚度 | 内径尺寸,腔体深度也可定做 |
XYM-R
| 电加热模具 (Cr12MoV模具钢+耐热模具钢) | 圆形、方形、矩形、球形、椭圆形等 | 内径尺寸,腔体深度根据客户要求定做。 |
XYM-RF
| 电加热平板 | 90x90 100x100 120*120 | 安装在压片机上,尺寸定做 |
XYM-Q
| 球形模具/异形球形模具 | 6mm,10mm,15mm,20mm,25mm,30mm,40mm镜面抛光,超薄边
| 内径尺寸也可定做
另有药丸形状,子弹头形状等各种异型球体可以定做 |
XYM-H
| 环形模具 | 确认内径和外径尺寸以及压片厚度的参数即可订做 | 尺寸、腔体深度根据客户要求定做。 |
XYM-J | 绝缘模具 | 内套为POM、PTFE材质等 | 尺寸、腔体深度根据客户要求定做。 |
XYM-B
| 纽扣电池封口拆口一体模具 | 20mm纽扣电池 | 内径尺寸也可定做 |









注:另有框式模具、多孔型模具、红外免退模模具、钢环塑料环压样模具、药丸形模具、花盆型模具、以及各种异型模具均可接受定制加工。
XYM模具的选型建议以及常见问题、注意事项M模具的选型建议以及常见问题、注意事项
² 使用模具时最重要的一点: 模具在使用时一定要注意最大工作压力,不同尺寸的模具都有不同的最大工作压力,请勿超出以免损伤模具(XYM每个模具上面都会标出最大工作压力) |
² 选型建议:(不好成型的粉末以及粉末细容易卡柱的现象) ①如果样片压得比较厚,或者矩形样片以及不好成型的粉末,为保证退模方便,避免样片退模时受到摩擦力过大导致破损,推荐用开瓣XYM-K模具。 ②如果粉末细度很小,比如低于30um,因为模具精度很高工差很小,容易造成卡柱(顶柱),造成压样后不好退模,此时一般采用双垫片结构,同时将压柱工差做大(把压柱相对磨细一点)避免卡柱,同样此情况使用XYM-K开瓣模具也会避免卡柱现象,而且针对粉末细度很细不好成型的情况,开瓣模具也是推荐首选。 |
² 硬质合金模具使用的注意事项: XYM-ZP硬质合金模具硬度达到HRC88以上,防锈防氧化能力好,镜面抛光压片效果好,更耐磨更耐压使用寿命更长,可承受垂直压力更大。但是硬度高的模具韧性相对差,怕硬碰硬磕碰磕边(硬碰硬磕边容易导致边缘破损),怕压歪导致受力不均(尤其注意退模,很多是退模压歪导致合金内套破损),所以压样和退模时需要保证受力垂直。 |
² 模具使用后的保养和保存: 每次压样后应该将模具腔体进行清洁,避免长期不清理从而粉末附着在腔体上导致压样卡柱,清理方式可以选择用水冲洗、酒精溶剂擦拭、超声波水洗(但不能跟粉末发生反应)等方式并用小毛刷或者清洁布清洁内壁(清洁后一定要保证模具干燥)。 如长时间不使用需要将模具清洁干燥后再置于干燥环境下进行保存,如果环境湿气较大,Cr12MoV材质模具建议可在模具内部涂抹润滑黄油或机油进行长期保存以防止表面氧化。 |
² 客户问:模具能承受的最大工作压力多大? 不同尺寸模具的最大工作压力不同,但是最大压强基本一致,我们的XYM系列模具最大工作压强基本都在1200MPa,然后根据F=P×S,我们会标出他的最大工作压力是多少吨。客户对照自己的压片机压力进行压样即可。 |
² 客户问:我想用更大的压力,可以超压吗? 我们不建议客户超压使用模具,虽然稍微超压一点可能对模具产生的危害不大,但是客户有时掌握不好很容易超压过多,引起模具损坏甚至崩裂产生危险。另外如果客户需要超压很多,建议定做整体硬质合金模具,整体硬质合金模具实际使用压强可以达到2500MPa压强。 |
² 客户问:为什么我的压柱变短了? 此种情况都是超压过多导致,基本都是小型模具(13mm以内),因为模具压柱采用硬质合金材质,压帽一般采用3Cr13材质淬火,压帽硬度相对较低韧性好包裹住硬质合金压柱起到保护缓冲的作用,当超压过多的时候压柱会挤进压帽,从而避免压柱超压崩裂,所以压柱变短了,这个时候就需要更换一套压柱了。 |
² 客户问:模具能压成50mm厚度吗? 模具压样厚度主要取决于腔体的深度和放粉末量的多少以及粉末的压缩比,对于我们的XYM模具,腔体最大我们可以做到100mm深度(建议压成厚度10mm以上或者不好成型的粉末都采用开瓣模具结构压样),但是对于不同压缩比的粉末放的量一样也会导致压成厚度不同,如果压缩比很大,可以多次填粉末每次用压柱人工预压紧一下。 |
² 客户问:模具最薄能压成多厚? 模具压样厚度实际上是有上限没下限,但是也要求至少粉末需要把腔体底部铺平铺满。 |
² 客户问:为什么压样后不好成型,有的还会分层? ①因为压力过大压样过紧,导致退模时粉末膨胀力过大,可以减小压力②泄压速度过快,造成样品突然膨胀,产生挤压导致样品裂开,建议缓松泄压阀 ③粉末的本身物理特性也会影响成型效果,可以考虑改变粉末物性,比如加入粘合剂,改变颗粒细度等,一般细度越小越容易不好成型。④选用XYM-K开瓣模具,退模时样品免受摩擦力,直接打开内膜瓣即可退模,使得样品退模后成型更完美。 |
² 客户问:为什么压样时没声音,但是退模时有很大的声音? 是因为粉末压样过厚,退模时摩擦力非常大出现的样片和腔体摩擦的声音。解决方法①将腔体清理干净,也可以在腔体内壁涂抹润滑剂如甘油等减少摩擦力。②采用XYM-K开瓣模具,退模时直接分开内膜瓣,不受摩擦力压样效果更好。 |
² 客户问:加热模具在加热情况下,模具的承受压力有影响吗: 300度以内,基本影响不大,300度以上不超过350度建议将模具压力减小到正常情况的三分之二以内,350度以上的情况下再加压有可能对模具结构产生破坏。此种情况可以建议选择高温硬质合金材质。 |
² 客户问:开瓣模具的内腔体组合起来不会漏粉吧? XYM-K开瓣模具组合精度非常高,使用起来的腔体的平整度和平滑度跟不开瓣模具没有区别。 |
² 客户问:有的模具带真空吸嘴有什么用? 我们的XYM-ZP和XYM-Z模具结构都是带真空吸嘴,这种结构主要是小尺寸模具采用,都是带垫片的结构。作用①因为模具配合精度很高,垫片配合紧密有排气嘴的话会更好放入垫片。②一些实验可以进行抽真空操作,如红外实验需要对KBr样品抽真空。 |
后续有任何新的问题不断更新中... |

